Industrielle Bildverarbeitung zur Stichprobenprüfung der Gitterstruktur von Wasserfilterkartuschen
Aufgabenstellung
Wasserfilterkartuschen aus Kunststoff werden im Consumerbereich verbreitet eingesetzt um die Wasserqualität zu optimieren und Schwebstoffe im Wasser zu reduzieren. Die Werkzeugtechnik und Fertigungsprozesse haben sich so weiterentwickelt, dass mittlerweile die in der Vergangenheit verwendeten Filterflächen aus Draht durch Filterstrukturen aus Kunststoff ersetzt wurden. Die Filterkartuschen werden über die Gitterstruktur angespritzt.
Die Filterstrukturen sind die feinsten Strukturen der Werkzeuge und gleichzeitig mit den höchsten Drücken und Temperaturen belastet. Sie unterliegen einem natürlichen Verschleiß. Für einen optimalen Spritzprozess, zuverlässige Filterleistungen und für eine proaktive Instandhaltung der Werkzeuge ist das frühe Erkennen von kleinsten Veränderungen der Filterstrukturen erforderlich.

Anforderungen an die Filterprüfung
- Die Filterprüfung erfolgt produktionsnah als Stichprobenprüfung in einem klimatisierten Prüfraum
- Die Prüfung einer Filterkartusche soll nicht länger als 2 Minuten dauern
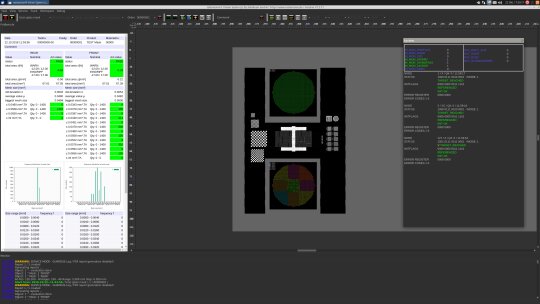
- Es ist die Querschnittsfläche der Filtermaschen einer jeden Filterstruktur sowie die Verteilung der Filtermaschengrößen zu ermitteln
- Die Filtermaschen sind zusätzlich anhand ihrer Querschnittsfläche zu klassifizieren
- Für alle Merkmale können einstellbare Warn- und Eingriffsgrenzen definiert werden
- Zur Begrenzung der Personalkosten soll ein Batchbetrieb möglich sein
- Die Prüfergebnisse sind in der Form von PDF-Prüfberichten zu dokumentieren
- Zusätzlich erfolgt die Übermittlung von ausgewählten Prüfmerkmalen an ein QS-System


Unsere Lösung
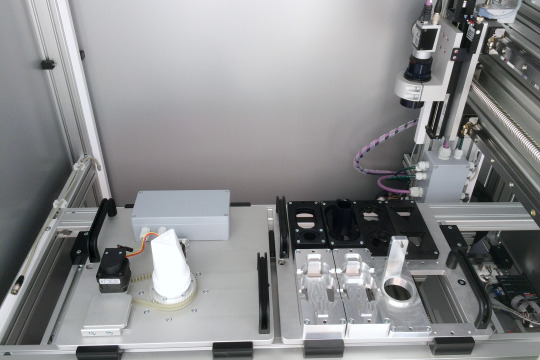
Die Kartuschen werden von einem Werker händisch in Werkstückaufnahmen eingelegt. Danach wird vom Werker das Prüfrezept ausgewählt, die Auftragsnummer eingetragen und die Werkzeugnummer ausgewählt, die Kavitätennummer / Kavitätengruppe ausgewählt und der Prüfprozess gestartet.
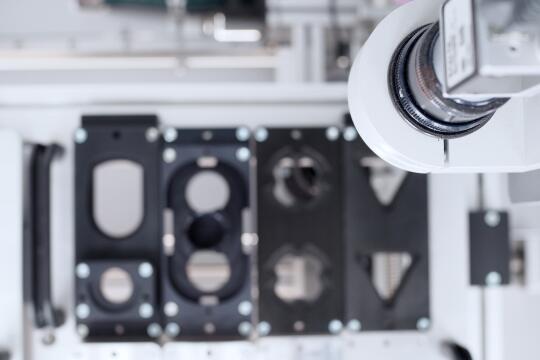
Die Kartuschen werden während der Prüfung nicht bewegt. Zur Erfassung der Filterfläche werden sowohl die Beleuchtung als auch die telezentrische Messoptik über Servoachsen verfahren. Die Fokusierung der Optik erfolgt über eine schrittmotorisch angetriebene Hubachse.
Die Filterflächen werden meanderförmig abgefahren. Dabei werden aus der Bewegung Bilder aufgenommen und zu einem Gesamtbild der Filterfläche zusammengefügt. Es wird jede Maschengröße ermittelt und die daraus abgeleiteten statistischen Werte berechnet.
Soweit erforderlich, werden noch Längen- und Breitenmaße durch eine Relativmessung zu einer Maske ermittelt.
Das Prüfsystem verfügt über wechselbare Werkstückaufnahmen. Für einen Filterkartuschentyp können auch mehrere Aufnahmen installiert werden, um durch einen Batchbetrieb die Personalkosten zu senken.
Für die Erfassung von Radialgittern verfügt das System über eine wechselbare Werkstückaufnahme mit einer schrittmotorisch angetriebenen Hohlwelle und einer mit zwei Prismen realisierten Strahlumlenkung.